The Question Every Mine Had to Answer
When Ed Schieffelin staked his first claim in the hills east of the San Pedro River in September 1877, he had rock samples and conviction in roughly equal measure. What he did not have was proof. He carried his samples to Tucson, hoping to find someone who could confirm what he suspected, but there was no assay office in Tucson at that time and he could not get the grade of his samples determined. The men he spoke with looked at the rock, pronounced it low-grade, and lost interest. Without numbers, Schieffelin's discovery was nothing more than a prospector's story.
This was the central problem of mining in the American West. Ore is ore until someone tells you how much silver or gold it contains. The difference between a worthless ledge and a paying mine is measured in ounces per ton, and the only way to get that number reliably was through assay. Everything else in the mining economy, from grubstake negotiations to mine sales to stock valuations to apex rights litigation, rested on the assayer's report.
Richard Gird: The Man Who Started It All
Ed eventually made his way to the Signal Mine in Mohave County, where his brother Albert was working. There he met Richard Gird, the company's assayer. Gird was forty-one years old in 1878 and had spent most of his adult life working mines and mills across California, Chile, and Arizona Territory. He had opened an assay office at the McCrackin Mine near Signal, built mills, constructed the first smelter in Arizona, and prepared the first official topographical map of the territory at the request of the legislature. He was, in short, exactly the kind of technically capable partner that a man with promising rock and no credentials needed.
Al Schieffelin brought Gird some of Ed's ore and asked him to assay it. Gird looked at the sample and recognized what he was looking at — ore from a geological formation he knew from his years mapping the territory. He ran the assays the next day. The results were remarkable: one piece came back at $600 per ton, another at $40. The day after that, Gird cupelled down a third piece while Ed stood in the doorway of the assay office watching. Gird asked Ed what he thought the ore ought to assay. Ed said about $1,000. The result was $2,000 per ton. It came from what would later be called the Graveyard claim.
Gird told the brothers that the best thing they could do was find out where that ore had come from and take him with them. He would bring his assay outfit, a spring wagon, and provisions, and they would stay as long as needed. Ed agreed immediately. Within weeks the three men, the wagon, and Gird's equipment were headed south.
An Assay Office in a Fireplace
The party camped at the old Brunckow adobe, a crumbling building in the desert that had served as a smugglers' shelter and that Ed knew from earlier prospecting trips. Gird set up an assay furnace in one of the fireplaces within twenty-four hours of arriving. He had sold his precision balance to the McCrackin company before leaving and had to improvise a replacement, fashioning a button balance from a polished steel rod with two divergent scratched lines, calibrated against buttons of known metal content. It was crude by laboratory standards and perfectly functional for the work at hand.
From that fireplace furnace, Gird began assaying the samples Ed brought in each day. The numbers climbed steadily. Float from the surrounding ground ran hundreds of dollars per ton. Then Ed found the Lucky Cuss vein, a massive outcropping of nearly pure silver chloride. Gird took a channel sample across the full thirty-foot width of the exposure and assayed it the following day. The result was $210 for the composite sample, meaning the average grade across the entire width. When Ed brought in the richest individual pieces, they ran far higher. A large sample from the center of the vein assayed at $15,000 per ton, with roughly $1,200 to $1,500 of that in gold and the rest in silver. Gird later said it was the best sample he had ever taken in his life. The Tombstone bonanza was confirmed.
How Fire Assay Worked
The method Gird used at Brunckow, and the one that assay offices across the Tombstone district relied on throughout the boom years, was fire assay, sometimes called dry assay to distinguish it from the chemical methods that were gaining use in well-equipped laboratories. Fire assay had been the standard tool of the mining industry for centuries, and for good reason: it was accurate, required relatively portable equipment, and could be performed in almost any setting with a sufficient furnace. The ore itself offered little visual promise. An 1884 account of the district described what miners brought up from the shafts as "heaps of a blackish material, resembling inferior coal mixed with slate." What it contained was invisible to the eye, and revealing it was precisely the assayer's purpose.
The process began with sampling. An assayer had to ensure that the ore sample was truly representative of the lot being tested, not simply the richest piece available. Dishonest sampling, called high-grading, could inflate assay results dramatically, and experienced buyers and investors knew to demand witnessed sampling before trusting a figure. Once a fair sample was taken, it was crushed to a fine powder and carefully weighed. The weight of the starting material provided the denominator for calculating the final value in ounces per ton.
The powdered ore was then mixed with fluxes: lead oxide (called litharge), borax, and sometimes silica or soda ash. These materials served two purposes in the furnace. They helped everything melt at a lower temperature, and they provided the lead that would act as the silver collector. When heated, the lead oxide reduced to metallic lead, which melted and sank through the charge, absorbing the silver and gold it encountered on the way down.
The mixture was loaded into a clay crucible and placed in the furnace. At temperatures well above 1,000 degrees Celsius, the charge melted completely. The slag, composed of the gangue minerals and spent flux, floated on top. A dense lead button, carrying all the precious metal from the sample, sank to the bottom. After cooling, the slag was tapped away and the lead button was recovered.
Cupellation came next, and it is the step that Gird's own accounts describe most vividly. The lead button was placed in a small, shallow dish called a cupel, made from bone ash or a similarly porous material, and heated in a muffle furnace to around 950 degrees. At that temperature, the lead oxidized, turning to litharge, which was either drawn into the absorbent cupel or carried off by the furnace draft. What could not be oxidized remained behind as a tiny, gleaming bead of precious metal called a prill. Gird described watching this process while Ed stood in the doorway of the assay office: the lead smoked and shrank, the prill resolved and brightened, and the number that mattered most came into view.
The assayer weighed the finished prill on a precision balance sensitive enough to measure fractions of a grain. That weight, compared to the original sample weight, gave the assay value in ounces per ton. If both silver and gold were present in significant quantities, the bead could be treated with dilute nitric acid in a step called parting: acid dissolved the silver but left the gold intact, allowing both metals to be weighed separately. The complete process, from crushing to final weighing, could be completed in a few hours by a skilled assayer working efficiently.
Text description of infographic
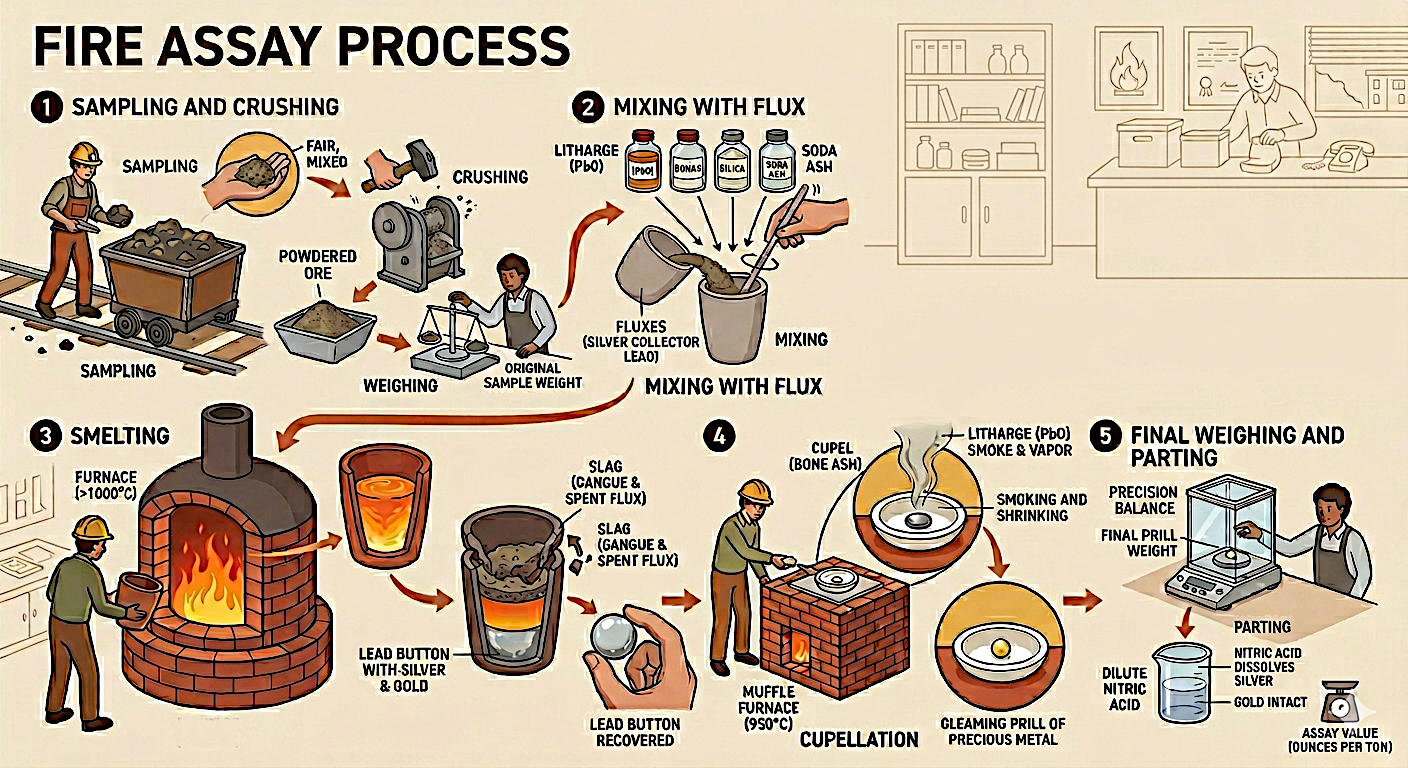
An infographic illustrating the five stages of the fire assay process for ore.
The first stage, Sampling and Crushing, shows a worker taking a sample of ore, a small sample on a hand being identified as "fair, mixed," a person manually crushing ore with a hammer, and a worker weighing powdered ore on a scale. Next to the scale, a label indicates "original sample weight."
Stage 2, Mixing with Flux, shows four bottles with labels for various fluxes, which include Litharge (PbO), Borax, Silica, and Soda Ash. All the fluxes are poured from a container into a bucket. The text "Fluxes (Silver collector PbO)" is next to the poured materials.
Stage 3, Smelting, shows a worker placing a crucible in a furnace labeled as (>1000°C). Molten liquid is poured from one crucible to another, and an enlarged image of a cooled crucible reveals three layers labeled Slag (Gangue and Spent Flux), Slag (Gangue and Spent Flux), and Lead Button with Silver and Gold. Next, a hand holding a ball of metal is labeled "Lead Button Recovered."
Stage 4, Cupellation, shows a worker with a hand-held cupel next to a small brick kiln labeled "Muffle furnace (950°C)." A cross-section of a cupel labeled (bone ash) shows a metal bead in a heated dish with smoke coming from it. The process is labeled "Litharge (PbO) smoke and vapor," and the metal bead is marked as "Smoking and shrinking." The metal bead is shown shrinking further, with the smaller bead labeled "Gleaming Prill of Precious Metal."
Stage 5, Final Weighing and Parting, shows a person weighing a final metal prill on a precision balance. Text points to "Final prill weight." Text below this section labeled "Parting" details how nitric acid dissolves silver, leaving gold intact. A beaker labeled "Dilute Nitric Acid" is shown below. A small scale with the label "Assay Value (ounces per ton)" is shown.
A background illustration in the top right shows a man working at a desk with boxes, two certificates, and a telephone. In the background of the bottom left, a window shows a view from inside a building.
Assay Offices in the Boom Town
As Tombstone grew from a collection of tents into a functioning city, formal assay offices became part of its commercial infrastructure. The Tombstone Mill and Mining Company, the corporation that controlled the Lucky Cuss and Tough Nut groups of mines, established an assay office within its company headquarters at Charleston, the mill town on the San Pedro River. Contemporary accounts described the building as without question the finest structure in southern Arizona. The assay office occupied the north side of the building alongside the director's room and secretary's office, which contained a large ornamental vault with a burglar-proof door. The arrangement was deliberate: the technical work of the assay office and the financial work of the secretary's vault were the two operations that governed the value of everything else the company did.
Commercial assay offices also operated in Tombstone proper throughout the boom years. Mining camps of any significance attracted independent assayers who worked for hire, testing ore for prospectors, evaluating claims for potential buyers, and providing the independent verification that mine sales required. By 1884, the major mines had established permanent facilities: an observer touring the district that year described the mine buildings as "extensive buildings of wood, painted Indian red, with handsome draughting and assay rooms within, and regularly educated scientists, and ex-college professors" working within them. An assayer who developed a reputation for accuracy and honesty could build a steady practice in a camp like Tombstone, where new claims were being filed and evaluated constantly through the early 1880s.
What the Numbers Meant
An assay value was not just a technical measurement. It was a commercial instrument. A figure of $100 per ton meant one thing to a mill operator calculating whether processing costs left any margin; it meant something entirely different to a prospector trying to sell his claim; and it meant something else again to a San Francisco investor deciding whether to buy shares in a mine company. The same number, read in different contexts, drove decisions worth thousands or millions of dollars.
Assay results also appeared as evidence in the legal disputes that plagued Tombstone's underground. The district's geology was complex, with silver-bearing veins running through limestone in patterns that did not respect the boundaries drawn on surface maps. When competing mines disputed ownership of the same underground ore body, as the Grand Central and its neighbors did repeatedly through the early 1880s, the question of which vein the ore came from was often answered in part by assay evidence: the characteristic composition of ore from one vein compared to another, analyzed by competing assayers testifying for opposite sides in court.
The man who understood this dynamic as well as anyone was Richard Gird himself. After the discovery period, Gird stayed on to run the Tombstone Mill and Mining Company's operations, keeping assay maps and production records that documented the district's output with a precision that underpinned its national reputation. When the Schieffelin brothers sold their interests in 1880 for a combined $600,000, and when Gird followed in March 1881 with the sale of his own share for another $600,000, the reliability of those assay records was part of what the buyers were paying for in both transactions. The numbers that Gird had produced from a makeshift furnace in the Brunckow fireplace, calibrated against handmade standards on a rod of polished steel, had grown into the foundation of one of the richest silver operations in the history of the American West.
Sources
- Lonnie E. Underhill, ed., "The Tombstone Discovery: The Recollections of Ed Schieffelin and Richard Gird," Arizona and the West, vol. 21, no. 1 (Spring 1979), pp. 37–76. Primary source for Gird's background, the field assay work at Brunckow, specific assay values, the improvised balance, and the cupelling process.
- Levi F. Butler, David D. Wilson, and Dix Rasor, "Geology and Ore Deposits of the Tombstone District, Arizona," Arizona Bureau of Mines Bulletin No. 143 (1938). Source for the absence of assay facilities in Tucson in 1877 and for ore mineralogy data.
- Herbert Love, History of Tombstone to 1887 (1933). Source for early mine development, the absence of assay resources during Schieffelin's first attempts, and district production history.
- Richard W. Fulton, "Millville-Charleston, Cochise County 1878–1889," Journal of Arizona History, vol. 7, no. 1 (Spring 1966), pp. 9–22. Source for the description of the Tombstone Mill and Mining Company headquarters and its assay office at Charleston.
- James E. and Doris Houck, "Ghost Towns of Cochise County," Cochise Quarterly, vol. 6 (1976). Additional source for the Charleston company headquarters description.
- Tombstone Restoration Commission, Plan for the Creation of a Historic Environment in Tombstone, Arizona (1972), reprinting History of Arizona Territory (1884). Source for the ore description ("blackish material, resembling inferior coal mixed with slate") and the mine buildings description ("painted Indian red, with handsome draughting and assay rooms within").